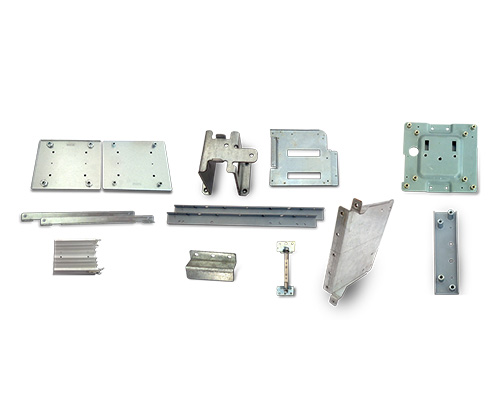
螺母沖壓件是通過沖壓機和磨具對板、非晶體材料、管件和鋁型材等釋放外力的作用,從而產生塑性形狀的變化或分離,從而獲得需要樣品和規格的鋼件(沖壓件)的成型生產加工沖壓模具和煅造為同塑性變形生產加工(或稱工作壓力生產加工),統稱鍛造。沖壓模具的材料關鍵是冷熱壓厚鋼板和鋼鏈。沖壓模具關鍵是按加工工藝歸類,可分成分離出來工藝流程和成型工藝流程兩類。

沖壓件
一、沖壓模具基本原理及特性
1、冷沖模的基本概念
金屬材料或非金屬材料在外力下造成形變,當外力作用超出原材料的屈服極限后,剛開始塑性形變。假如工作壓力再增加,超出了原材料的極限抗壓強度,金屬材料或非金屬材料便剛開始破裂、分離出來。冷沖模是利用金屬材料的這種特性,使原材料在室溫下分離或變形,然后獲得所要求的外觀和精度指定的產品。
2、冷沖模優勢是
1)在高速沖床的沖擊性下,能獲得樣子繁雜的制品。
2)生產加工后制品精密度較高,規格平穩,交換性好。
3)在原材料耗損并不大狀況下,可獲得重量較輕、抗壓強度好、剛度好、表面光潔美觀大方的制品。
4)原材料使用率達到75%~85%。
5)常用原材料大多數是厚板或管料容易選用專業化及自動化機械。高速沖床每分達數百件。
6)實際操作簡單,勞動效率低。
7)很多制造標準下,制品低成本。
3、冷沖模缺陷是對磨具規定較高,模具加工較繁雜,不適合小大批量生產。
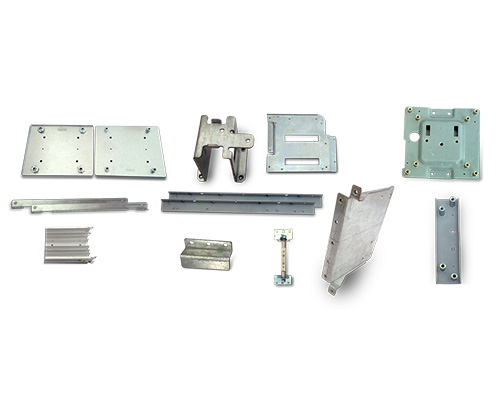
五金沖壓件
二、沖壓件加工的合理性
1、減少生產制造成本費的關鍵對策
1)提升加工工藝的合理性水準。
2)設計方案每個鋼件另外生產加工的磨具。
3)用提升沖壓模具全過程的自動化技術及髙速水準,控制成本。
4)采用提升原材料的使用率的方式控制成本。
5)提升沖壓模具水準,降低工藝流程,提升磨具使用壽命。
三、沖壓件加工工藝流程
1、依據原材料總體形變特性,沖壓模具工藝流程分成兩類五種基礎形變方法。
1)分離出來工藝流程:原材料在外力下,形變部分的地應力超出了原材料的強度極限厚板破裂而分離出來。
2)塑性形變工藝流程:厚板在外力下,形變部分的地應力超出了原材料的屈服極限,但未做到強度極限時,僅造成塑性變形變表而獲得一定樣子與規格。
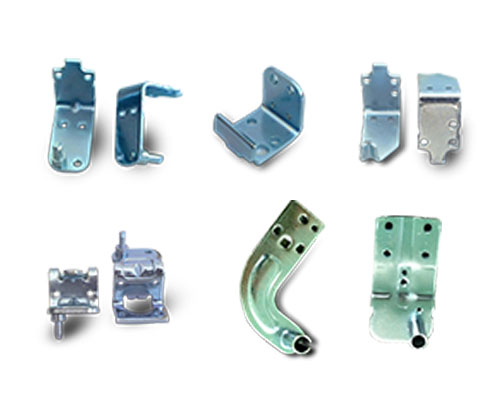
沖壓件
四、沖壓模具工藝流程的五種形變
1、裁剪、冷沖壓:沒封閉式或不封閉式使原材料的部分與另一部份分離出來。歸屬于該類方法有落料、沖孔機、裁邊、斷開、剖切、創口等。
2、彎折:將平的厚板變為彎折件,使彎折件樣子作進一步更改。有彎、卷邊歪曲等。
3、注塑:將平的胚料沖壓模具成需要樣子的中空件,或使中空件的規格作進一步更改。
4、成形:用各種各樣特性的部分形變平更改制品或胚料的樣子。歸屬于成形形變的有波動成形、反邊、縮頸、凸肚、卷圓、整形美容。
5、立體式抑制:將容積作分配并將原材料作一定遷移以更改胚料外觀設計或高寬比薄厚。
在沖壓件加工全過程中以便提升生產效率,能夠將好多個基礎形變方法的工藝流程合拼,構成一個新的工藝流程,被稱作復合型工藝流程。